歡迎訪問新鄉市斯凱夫機械有限公司官方網站!
銷售熱線: 13503439595



金剛石修整滾輪
能在*短的時間内修整砂輪。
特點:
砂輪修形通過切入式磨削一步完成
工件從簡單形狀到*複雜形狀都可以修形
滿足嚴格的精度要求
綜合成本低經濟效益高
修整工具的選擇
NZ型(金剛石随機分布)
NS型(手動分布金剛石)
NM型(手動分布/随機分布金剛石)
這類型工具是用反向種植法生産的
用這種方法鑽石顆粒可以充分參與修整動作,使用壽命增長。這些類型
的滾輪用于複雜的形狀和嚴格的公差,NZ型在幾乎所有類型的應用中占
主導地位,特别是在表面光潔度很重要的地方。在工件容易被磨傷的地
方,NM型是*選。
IZ型(随機分布金剛石)
IS型為(手動分布金剛石)
這類型工具是用反滲透法生産的。
這些類型的滾輪可以滿足臨界公差要求,IZ類型的工具,根據輪廓,确保
更短的制造周期。IS型特别适用于那些不能通過反鍍方法生産的複雜的。IZ
和IS類型在構造上都非常穩定。
PM型(金剛石随機分布)
這類型工具是直接電鍍生産的
由于金剛石顆粒的随機分布,修整滾輪的表面相對粗糙和不均勻,因此
實現相對粗糙的表面光潔度。因此,它們不适合要求高精度的應用。基
體可重複電鍍***少一次,所以有助于提高滾輪的經濟效率,同時其制造
成本也相對降低。
SM型(金剛石點綴)
這類型工具是用金剛石和粘結劑的混合物燒結制成的。
雖然在所有類型的磨具中,粗粒度都等于塗層的厚度,
但隻有在這種類型的磨具中,才有可能以粗粒度的倍數獲得厚度。
标準厚度為2、3、5毫米。由于這種類型的滾輪精度不是非常高,
對于簡單輪廓修整是非常理想的選擇。
金剛石滾輪
金剛石成型輪數控控制工藝的快速發展和引進,産生了大量的設計。滿足所有這些設計在經濟上是不可行的,技術上也是不可取的。
然而,我們已經制定了如下表所示的标準,這減少了在可控制範圍内的多樣性,從而有效控制成本。它還有助于現貨的交付。
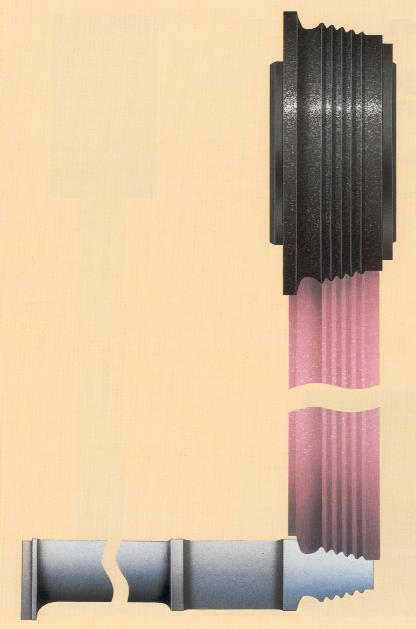
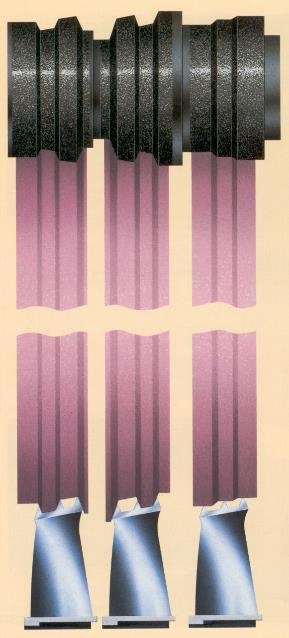
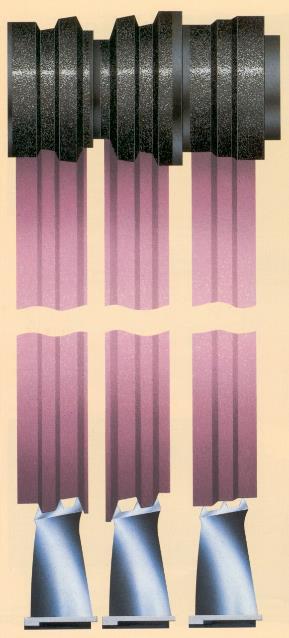
航空發動機渦輪葉片成型磨滾輪
運用: 航空發動機渦輪葉片及葉片組件







 13503439595
13503439595
